
Residual Stress Prediction
Our group focuses on the residual stress generated in the casting part during the casting and heat treatment process, which is the conventional method in manufacturing automotive parts. We conduct thermal stress analysis using CAE for the purpose of predicting the residual stress and deformation occurring in casting parts during both casting and heat treatment process. Our group is divided into six sub-groups which are described as follows.
Introduction
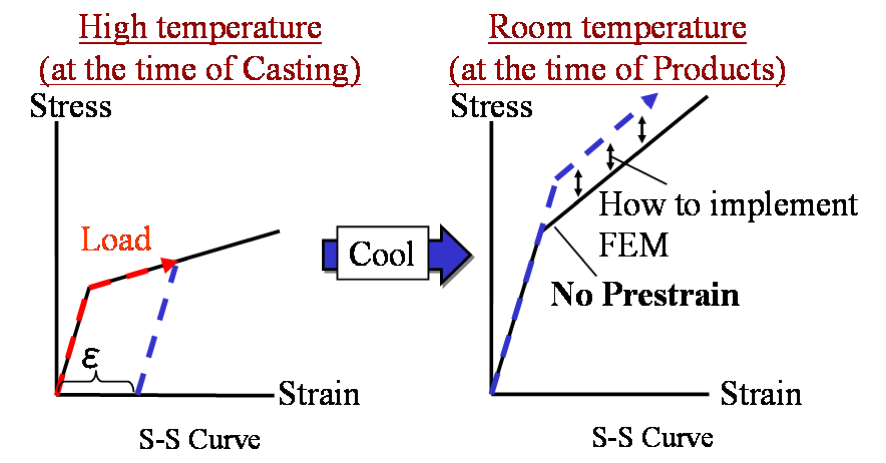
At present, it is a common practice to predict the residual stress generated in the casting products during the casting process by thermal stress analysis using FEM. Constitutive equations are mathematical modeling of the mechanical behavior of metals, which are essential to perform the computer simulation. In the conventional constitutive equations, the inelastic strain generated at high temperature as shown in Fig. 1 also contributes to the rise of the yield stress at room temperature. When performing computer simulation without considering this problem, the yield stress at room temperature rises, and the calculated residual stress would be higher. Therefore, if we can consider how inelastic strain generated at high temperature contributes to the increase of yield stress at room temperature, the improvement of residual stress prediction accuracy can be anticipated. In our group, the effects of the inelastic strain generated at high temperature to the rise of yield stress at room temperature of die-casting aluminium alloy (JIS AD 12.1) are studied and the findings will be introduced below.
Experimental
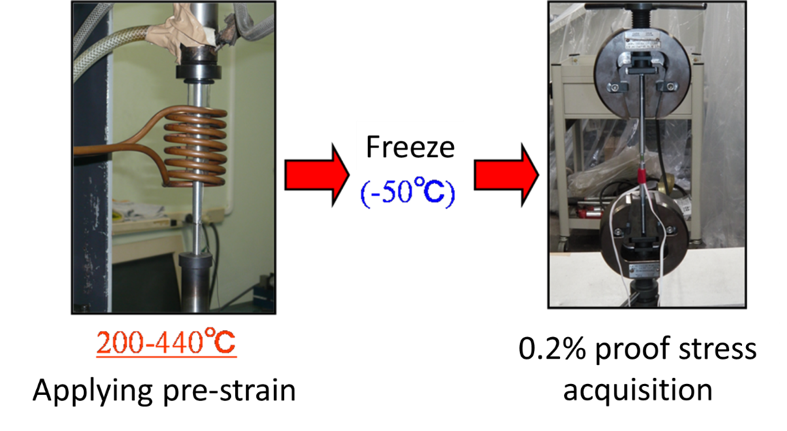
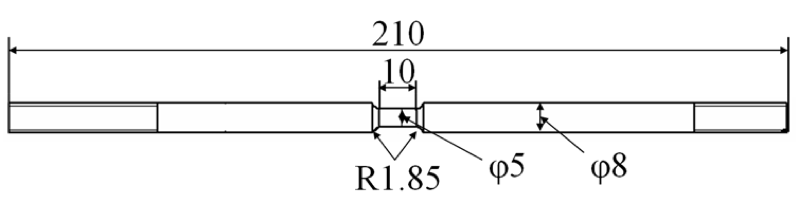
Fig. 2 depicts the flow of the experiment. Pre-strain is applied to the test piece as shown in Fig. 3 at high temperature (200, 250, 300, 350, 400, 440 °C). To prevent the hardening by aging, test piece was subsequently froze. Next, tensile test at room temperature was conducted to obtain 0.2% proof stress under each condition. The obtained 0.2% proof stress is compared with that of no pre-strain is applied.
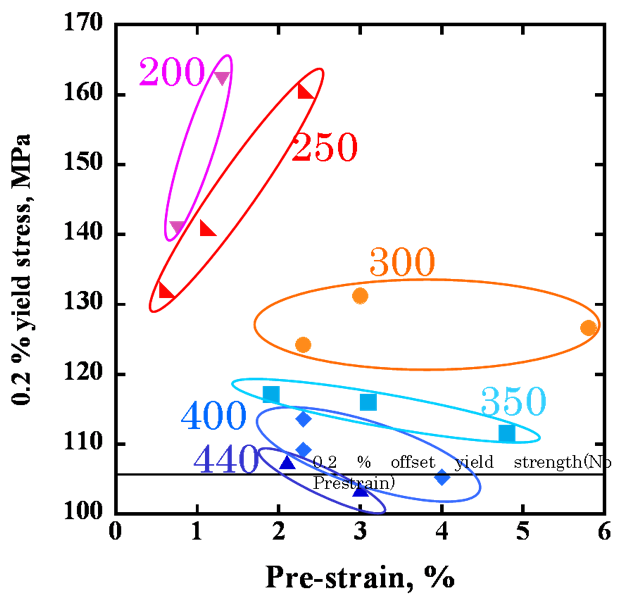
Fig. 4 shows the influence of the pre-strain at each temperature on 0.2% yield strength at room temperature. As shown in Fig. 4, inelastic strain generated at 400 °C or more does not contribute to the hardening, while inelastic strain generated at less than 400 °C contributes to hardening. The inelastic strain generated at 300 to 400 °C does not increase the amount of hardening despite the increase of strain. On the other hand, the inelastic strain generated at less than 300 °C increases the amount of hardening as the strain increased.
Conclusion
The above findings have been presented at 160th National Lecture Meeting of the Foundry Engineering Society of 2012. At present, our group is working on (1) quantifying the influence of inelastic strain generated at high temperature on work hardening at room temperature in FCD alloy, and (2) investigating how to incorporate the influence of work hardening at room temperature of inelastic strain induced at high temperature in the JIS AD 12.1 alloy described above in thermal stress analysis to predict the residual stress during casting.
Introduction
Constitutive equations is crucial for thermal stress analysis. A constitutive equation is a relational expression of stress and strain in the material, and is used to numerically simulate the behavior of the product during actual casting. However, since casting involves a high temperature zone, it is known that it causes viscous behavior in addition to the elasticity and plastic behavior. On this regard, "creep properties" are required to model this viscous behavior in the constitutive equation. Conventionally, acquisition of creep properties has been performed by a tensile test, but it is necessary to carry out several tests at an arbitrary temperature, which is time and cost consuming. Therefore, in recent years, "stress relaxation method" has been proposed as a method to acquire creep properties in short time and low cost. While the stress relaxation method is advantageous to acquire creep properties by carrying out only one test at an arbitrary temperature, no previous study has been conducted to verify this method on casting alloy. Our group is working on the verification of the stress relaxation method to obtain the creep properties of the highly demanded casting alloy (ADC 12).
Experimental
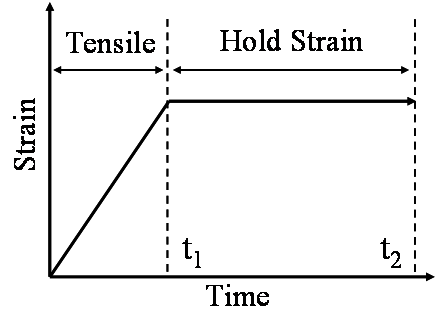
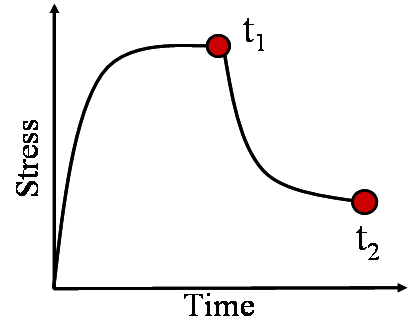
Fig. 1 is a schematic diagram of stress relaxation test. In the stress relaxation test, first, the strain rate is kept constant and tension is applied until an arbitrary strain amount is reached. At this point, the time is defined as t1. Subsequently, from t1 to a certain time, t2, the strain amount is kept constant. From t1 to t2, the recorded stress decrease (relaxed), as can be seen in Fig. 2. Creep properties can be obtained from this relaxation curve. To verify the above method, creep properties obtained by such "stress relaxation test" are compared with the creep properties obtained by the conventional tensile test method. Fig. 3 and Fig. 4 show the hydraulic servo fatigue testing machine, and test specimen to carry out the stress relaxation method, respectively.


Conclusion
We have obtained the creep properties of ADC12 by both conventional tensile test method and the newly proposed “stress relaxation method”. At present, we are going to verify and validate the creep properties of ADC12 obtained from the stress relaxation method.
Introduction
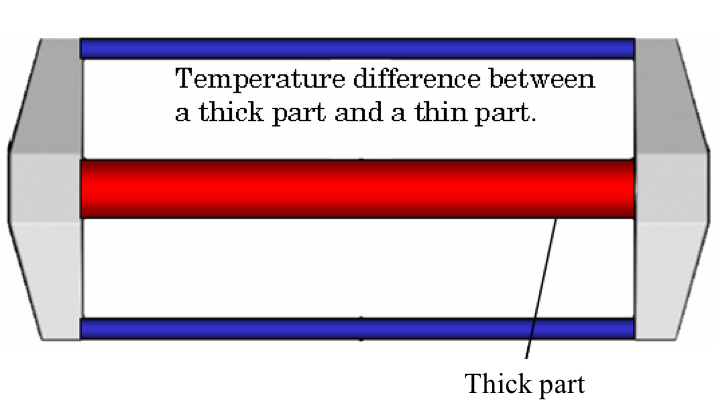
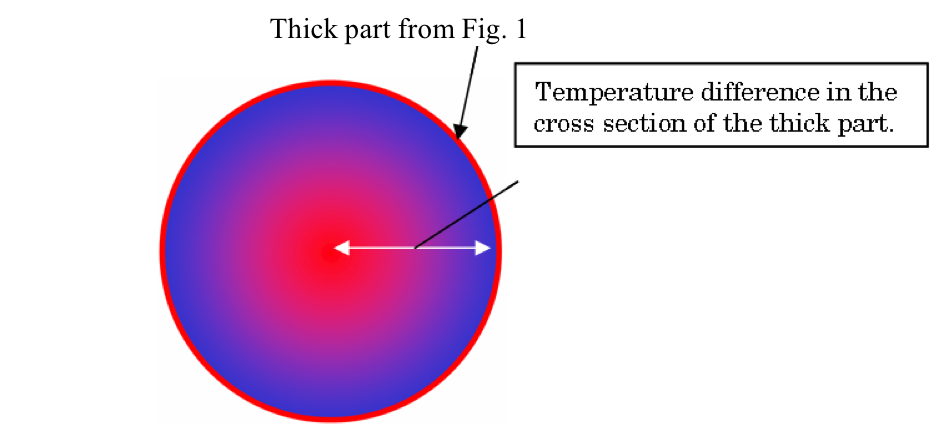
During casting, residual stress is generated in the casting product due to the difference of cooling rate in the constituent member. In general, the residual stress can be divided into two. First, residual stress that is generated due to the cooling rate difference between the thick part and the thin part of the member (hereinafter referred as residual stress (1), see Fig. 1). Second, residual stress that is caused by the cooling rate difference between the center and the surface in the same section of the member (hereinafter referred as residual stress (2), see Fig. 2). Henceforth, the residual stress generated in the casting product is the total sum of residual stress (1) and (2). However, there were no studies comparing residual stress (2) to the analysis. In other words, the prediction accuracy of the residual stress generated in the present casting is unknown. In this study, we first carried out a casting experiment of cast iron using a self-restrained casting shape (stress lattice). Then, we measured the residual stress (1) and (2), and accordingly compared both values with the numerical analysis results. Our group is the first in the world to investigate the analysis accuracy of the residual stress occurring in casting products by considering both residual stress (1) and (2).
Experimental
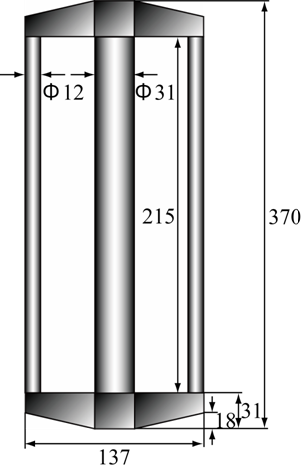
The shape and dimensions of the self-restrained casting used in the experiment is shown in Fig. 3. Self-hardened furan sand mold was used as a mold. For casting alloy, JIS FC 300 was used and pouring was carried out at 1415 °C. When the casting temperature reached 150 °C or lower, mold was knock-out. Then, residual stress (1) and (2) were measured. Residual stress (1) was obtained by cutting the thick part of the casting with a hand saw and the released strain was measured with a strain gauge affixed in the longitudinal direction of the casting. Meanwhile, residual stress (2) was obtained by measuring the strain that was released on the outer surface of the test piece (thick part) when the axial center of the cylindrical test piece was sequentially drilled in a cylindrical shape. For the thermal and thermal stress analysis, we used the same elasto-plastic model that was used in the previous study, and the numerical simulation was performed using FEM software Abaqus. A hexahedral primary element was used for thermal stress analysis. Elasto-plasticity analysis was performed using von Mises yielding condition, isotropic hardening law, and associated flow law as the constitutive equation of the cast iron. The true stress-plastic strain curve from room temperature to 1000 °C required for the numerical modelling was obtained by tensile test. On the other hand, the thermal expansion coefficient and elastic modulus was obtained by thermomechanical analysis, and by non-destructive method, respectively.
Results
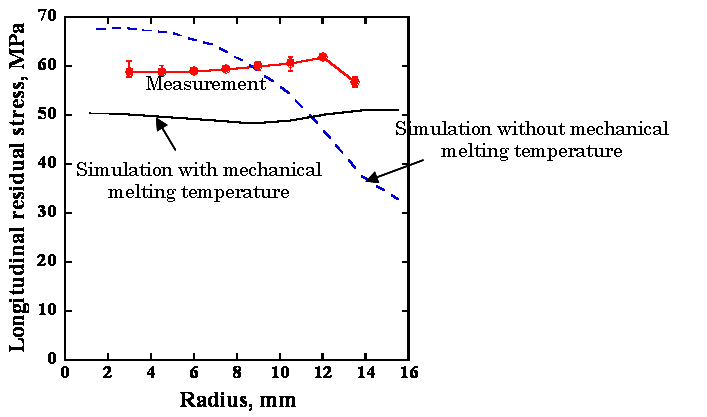
The experimental value of residual stress (1) was 56.8 MPa, while the analytical value was 52.0 MPa, inferring that the simulation error was below 8.5%. On the other hand, the experimental value of residual stress (2) was about 1 MPa to 5 MPa, while the analysis value was about 16 MPa to 19 MPa, showing that the difference between experimental value and analytical value was an order of magnitude. As a result of using the same elasto-plastic model as in previous study, the thermal stress in the thick-walled part due to the development of residual stress (2) generated just after the end of solidification of the casting. However, even after the solidification is completely finished, relaxation of thermal stress occurs due to the viscosity in the high temperature range. In other words, it seems that there is a possibility that excessive estimation of the residual stress (2) is carried out in the elasto-plastic analysis in the previous research. In this study, in addition to the elasto-plastic model from the previous research, a temperature called “mechanical melting temperature” was incorporated. Above this temperature, the deformation resistance is nullified in order to mimic the relaxation of thermal stress at high temperature. Figure 4 shows the experimental values of residual stress (1) + (2), the thermal stress analysis values using conventional elasto-plastic model, and the thermal stress analysis after the introduction of mechanical melting temperature. As can be seen in Fig. 4, the analysis accuracy of the residual stress (2) was improved and accordingly the analysis accuracy of the residual stress (1) + (2) was also improved.
Conclusion
We are the first in the world to experimentally measure the residual stress distribution (residual stress (2)) in the cross-section of the self-constrained casting and compared it with the numerical analysis. In conventional elasto-plastic model, the difference of residual stress (2) between analysis and experimental value was an order of magnitude. As a solution to the above problem, when considering the relaxation of thermal stress at high temperature by introducing the mechanical melting temperature, the analysis value of residual stress (1) + (2) has drastically approached the experimental value.
Introduction
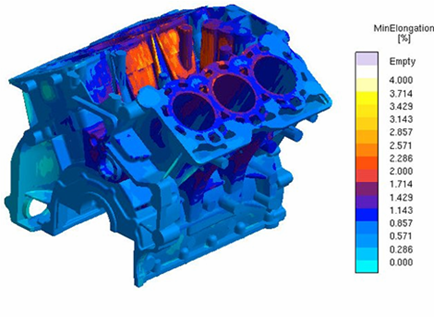
Due to environmental and safety problems, change of materials and part-thinning of the engine cylinder block in order to meet the demands of automobile weight-reduction, has taken place actively in recent days. Cylinder block is produced by die casting using aluminum alloy JIS ADC 12. In order to prevent wear due to the back-to-back movement of the piston ring, the inside of the cylinder block is cast-welded with cylinder liner made of cast iron. Currently, deformation of bore in the cylinder block is a problem due to the residual stress generated during casting. In this study, we aim to predict the residual stress generated in the cylinder block as explained above, and the deformation of bore caused by the residual stress by using CAE. At first, in order to evaluate the prediction accuracy, we focus on a single cylinder block made of aluminum alloy with cast iron liner welded inside the block.

Publication
Achim Egner-Walter:20th CAD-FEM User’s Meeting 2002 International Congress on FEM Technology,(2002),1-6
Introduction
Residual stress generated during heat treatment of JIS ADC 12 products and deformation associated therewith may be problematic, however, prediction by thermal stress analysis using CAE is a common practice in recent years. Up to now, our group has reported that the elastoplastic analysis accuracy of the residual stress can be improved by considering that the strain generated at high temperature does not contribute to work hardening at low temperature (hereinafter referred to as hardening parameter reset). At present, we aim to predict the residual stress generated during artificial aging heat treatment and working on to improve the accuracy of the numerical simulation.
Experimental
Fig. 1(a) and (b) show the shape of the test piece used for the experiment. After holding the test piece of Fig. 1(a) in a furnace at 470 °C for 1 hour, water quenching was carried out at a water temperature of 23 °C, and subsequently subjected to artificial aging. Using a milling machine, a through hole with a diameter of 3 mm was opened. Then, the diameter of the hole was increased by 3 mm each time up to 33 mm using a wire electric discharge machine. The released strain was measured and the internal stress was calculated using Sachs equation. Numerical simulation to predict the residual stress and deformation was conducted by using FEM software Abaqus.
Introduction
Residual stress generated during heat treatment of aluminium alloy products and deformation associated therewith may be problematic, however, prediction by thermal stress analysis using CAE is a common practice in recent years. On predicting the residual stress generated in JIS ADC12 cylindrical test piece that was subjected to water quenching by using elastoplastic model, our group has reported that the strain generated at high temperature does not contribute to work hardening at low temperature. In this way, the influence of the strain rate dependency of the alloy at high temperature on the analysis accuracy was investigated.
Experimental
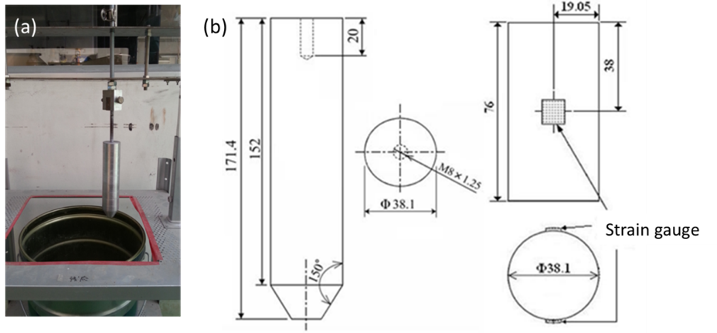
Fig. 1 (a) and (b) show the shape and dimension of the test piece that was used in the experiment. The test piece in Fig. 1(a) was kept in a furnace at 450 °C for 1 hour and then water quenched at a water temperature of 23 °C. Next, to measure the residual stress in the cross section using the Sachs method, the test piece was cut out into the shape as shown in Fig. 1(b). Waterproof-type strain gauge was attached at two positions. Using a milling machine, a through hole with a diameter of 3 mm was opened. Then, the diameter of the hole was broaden by 3 mm each time up to 33 mm using a wire electric discharge machine. Thermal and thermo-stress analysis was carried out with the primary quadrilateral element of axisymmetric two-dimensional model using FEM software ABAQUS. Elastoplastic constitutive equation was used as the mathematical modelling and the strain generated at high temperature was defined as to not contribute to work hardening at low temperature. The strain rate dependence of the mechanical properties of the alloy at high temperature was considered and the influence of these on the accuracy of the analysis was investigated.
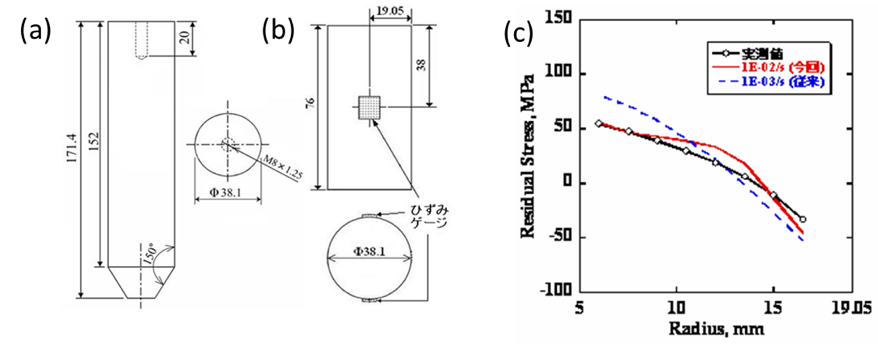
Conclusion
Fig. 1(c) compares experimental and analysis results of the residual stress distribution in the longitudinal direction in the test piece. It was found that the elastoplastic analysis accuracy was improved by considering that the strain generated at high temperature does not contribute to work hardening at low temperature. Accordingly, analysis accuracy was improved by considering the strain rate dependence of the mechanical properties of the alloy at high temperature, hence implied that the above two items should be considered on predicting the residual stress of aluminium alloy subjected to water quenching.
Several casting simulations and experiments' videos conducted in our study are shown below.
-
Large scale FC casting simulation
-
Large scale FC casting simulation (twentyfold-displacement)
-
Casting of cast iron stress lattice
-
Release of residual stress in cast iron stress lattice by cutting method