
Sand Casting Deformation Prediction
Introduction
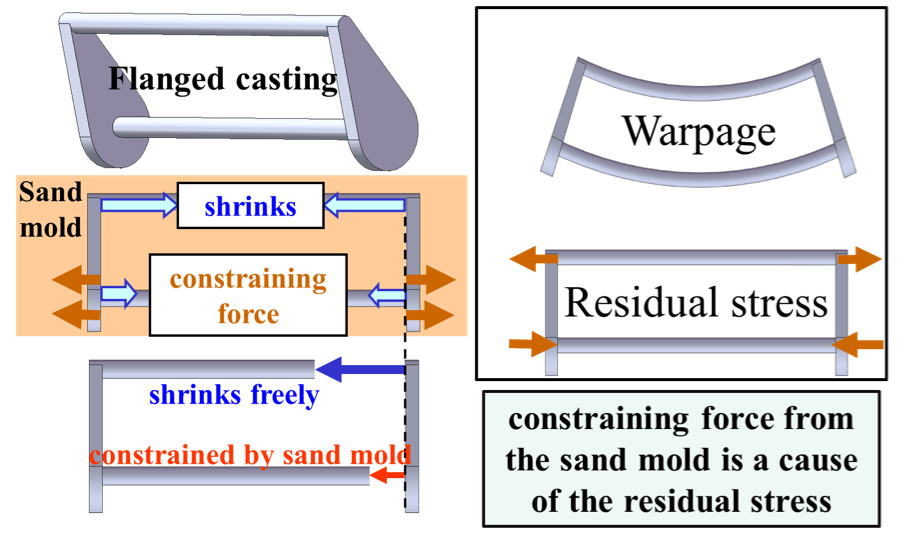
Sand casting is used for manufacturing cast iron products such as cylinder heads of diesel engines, casting mold, and machine tools. During the process, residual stress and deformation are usually generated, which are resulted from the difference in cooling rate due to the difference in wall thickness of the casting parts, and a reaction force of the sand mold. The reaction force of the sand mold is defined as the reaction force received from the sand mold in order to constrain the shrinkage when the cast product cools and contracts within the sand mold. A casting product with flange is shown in Fig. 1. As the thermal shrinkage of the casting is restrained by the reaction force of the sand mold, permanent deformation occurs in the casting as shown in the lower left of Fig. 1. This resulted in residual stress and dimension mismatch as compared to the target dimension in the final product.
To overcome these problems, following countermeasures have been taken.
- Prediction and control according to the experienced worker
- Elimination of residual stress by performing annealing process
However, there also exists some problems regarding these countermeasures which can be described as below:
- It is difficult to predict if the shape of the casting is complex
- It takes enormous time and cost
Therefore, as a new solution, a method of predicting and controlling deformation and residual stress through thermal stress analysis by computer aided engineering (CAE) is gradually became a mainstream. Our group aims to predict the residual stress inside the casting more accurately by conducting thermal stress analysis while considering the influence of the sand reaction force.
Experimental
Several previous studies have been considering sand mold reaction force in the thermal stress analysis, however, there is no previous study that dynamically compares experimental and simulation results from the beginning of pouring until the shake-out of the sand mold. By dynamically comparing the generation mechanism of sand mold reaction force, we evaluate how we can simulate the actual behavior by modeling the sand mold on analysis.
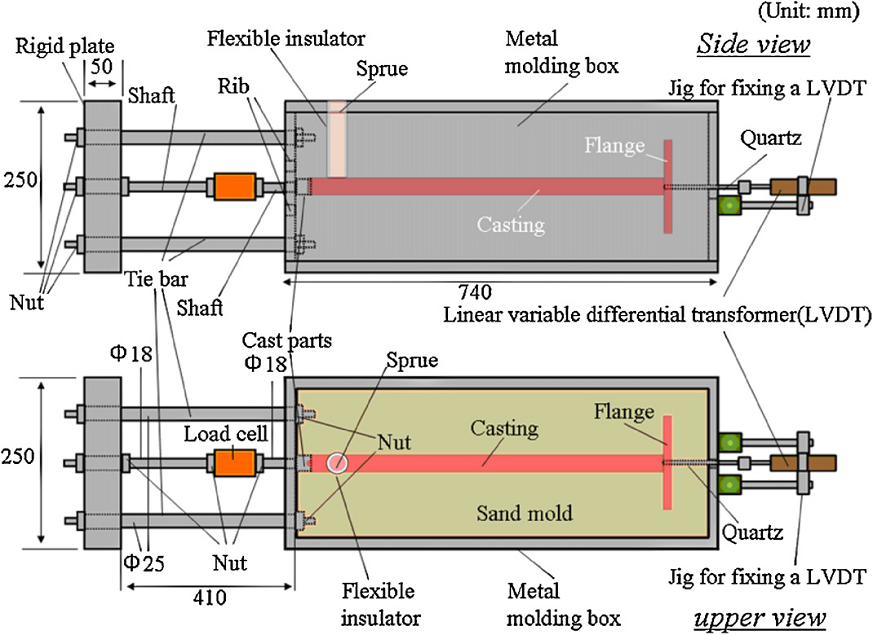
First, when molten metal is poured from the sprue, the model made of styrofoam is burned out and a cast in the form of a model is formed. At that time, the molten metal flows to the cast-in part and solidifies, so that the end part of the casting is constrained to the clamp part. During the cooling process, the flange part at the other end contracts while receiving sand mold reaction force. The shrinkage amount of the casting is transmitted to the linear variable differential transformer (LVDT) by the quartz rod that was casted-in the flange part, and continuously measured. In this way, the sand mold reaction force received by the casting and the contraction amount of the casting are dynamically measured.
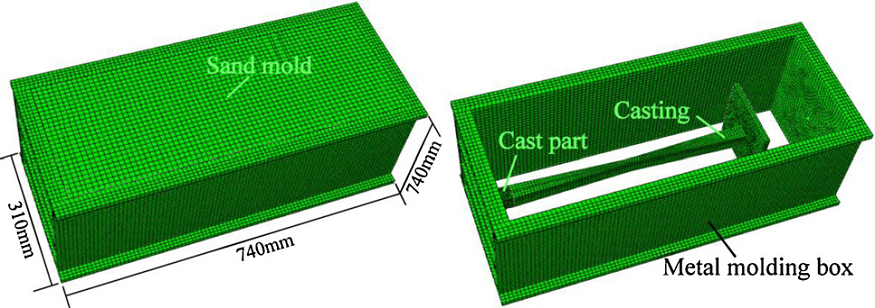
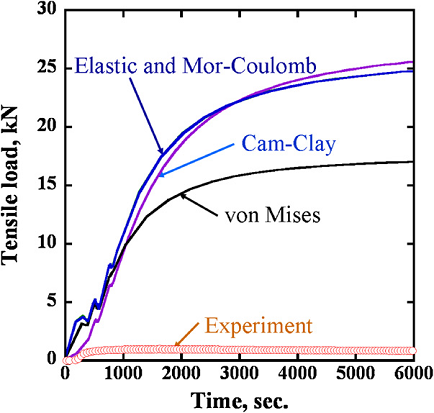
ABAQUS finite element analysis software is used for the thermal stress analysis (videos are shown below). First, the cooling process of the casting is calculated by thermal analysis and the temperature history is adjusted so that it matches the temperature history that was obtained from the experiment. The temperature history obtained in this way is then used for stress analysis. In the stress analysis, the mathematical modelling (perfect elastic model, elasto-plastic model and etc) of the sand mold is optimized to accurately express the behavior of the sand molds.

Videos
Casting Thermal Analysis
Sand Mold Thermal Analysis
Casting Stress Analysis
Sand Mold Stress Analysis
Casting Experiment 1
Casting Experiment 2
Conclusion
At present, our group, we are conducting the same experiment as above with cast iron. For that purpose, we continuously improve the test equipment and acquire the data. In the same time, we are also acquiring mechanical properties of the sand and applying it in the computer simulation to evaluate and improve the accuracy of the simulation.
Publications
- Y. Motoyama, H. Takahashi, Y. Inoue, K. Shinji, and M. Yoshida, “Development of a device for dynamical measurement of the load on casting and the contraction of the casting in a sand mold during cooling,” Journal of Materials Processing Technology, vol. 212, no. 6, pp. 1399-1405, Jun. 2012.
- Y. Inoue, Y. Motoyama, H. Takahashi, K. Shinji, and M. Yoshida, “Effect of sand mold models on the simulated mold restraint force and the contraction of the casting during cooling in green sand molds,” Journal of Materials Processing Technology, vol. 213, no. 7, pp. 1157-1165, Jul. 2013.
- Y. Motoyama, H. Takahashi, Y. Inoue, K. Shinji, and M. Yoshida, “Dynamic measurements of the load on castings and the contraction of castings during cooling in sand molds,” Journal of Materials Processing Technology, vol. 213, no. 2, pp. 238-244, Feb. 2013.